


无损检测(Nondestructivetest,NDT)是指不破坏和损伤受检物体,对其性能、质量、有无内部缺陷进行检测的一种技术。
无损检测技术是提高产品质量,促进技术进步不可缺少的手段,尤其是在金属材料测试领域,无损探伤检测对于及时准确地发现冶金缺陷或者机械缺陷有着极其重要的意义。今天讯科小编就带大家一起了解下无损探伤的来龙去脉。
目前实际应用中有很多种无损检测技术,常用的检测技术主要有以下几种:
-射线检测RadiographicTesting(缩写RT);
-超声检测UltrasonicTesting(缩写UT);
-磁粉检测MagneticparticleTesting(缩写MT);
-渗透检验PenetrantTesting(缩写PT);
-涡流检测EddycurrentTesting(缩写ET);
另外,还有一些非常规的无损检测技术,例如:
-声发射AcousticEmission(缩写AE);
-泄漏检测LeakTesting;
-光全息照相OpticalHolography;
-红外热成象InfraredThermography;
-微波检测MicrowaveTesting。
下面针对常用的前五种常用方法作一简单介绍。
一、射线检测(RT)
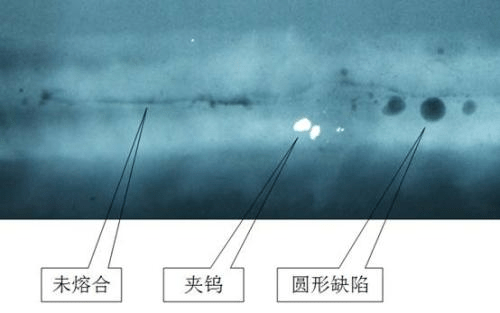
射线探伤是利用射线的穿透性和直线性来探伤的方法。这些射线虽然不会像可见光那样凭肉眼就能直接察知,但它可使照相底片感光,也可用特殊的接收器来接收。
常用于探伤的射线有X光和同位素发出的γ射线,分别称为X光探伤和γ射线探伤。当这些射线穿过(照射)物质时,该物质的密度越大,射线强度减弱得越多,即射线能穿透过该物质的强度就越小。
此时,若用照相底片接收,则底片的感光量就小;若用仪器来接收,获得的信号就弱。因此,用射线来照射待探伤的零部件时。
若其内部有气孔、夹渣等缺陷,射线穿过有缺陷的路径比没有缺陷的路径所透过的物质密度要小得多,其强度就减弱得少些,即透过的强度就大些。
若用底片接收,则感光量就大些,就可以从底片上反映出缺陷垂直于射线方向的平面投影;若用其它接收器也同样可以用仪表来反映缺陷垂直于射线方向的平面投影和射线的透过量。
由此可见,射线探伤对气孔、夹渣、未焊透等体积型缺陷最敏感,即射线探伤适宜用于体积型缺陷探伤。
二、超声检测(UT)
工业上常用数兆赫兹超声波来探伤。超声波频率高,则传播的直线性强,又易于在固体中传播,并且遇到两种不同介质形成的界面时易于反射,这样就可以用它来探伤。通常用超声波探头与待探工件表面良好的接触,探头则可有效地向工件发射超声波,并能接收(缺陷)界面反射来的超声波,同时转换成电信号,再传输给仪器进行处理。
根据超声波在介质中传播的速度(常称声速)和传播的时间,就可知道缺陷的位置。当缺陷越大,反射面则越大,其反射的能量也就越大,故可根据反射能量的大小来查知各缺陷(当量)的大小。常用的探伤波形有纵波、横波、表面波等,前二者适用于探测内部缺陷,后者适宜于探测表面缺陷,但对表面的条件要求高。

三、磁粉检测(MT)
磁粉探伤是建立在漏磁原理基础上的一种磁力探伤方法。当磁力线穿过铁磁材料及其制品时,在其(磁性)不连续处将产生漏磁场,形成磁极。
此时撒上干磁粉或浇上磁悬液,磁极就会吸附磁粉,产生用肉眼能直接观察的明显磁痕。因此,可借助于该磁痕来显示铁磁材料及其制品的缺陷情况。
磁粉探伤法可探测露出表面,用肉眼或借助于放大镜也不能直接观察到的微小缺陷,也可探测未露出表面,而是埋藏在表面下几毫米的近表面缺陷。
用这种方法虽然也能探查气孔、夹杂、未焊透等体积型缺陷,但对面积型缺陷更灵敏,更适于检查因淬火、轧制、锻造、铸造、焊接、电镀、磨削、疲劳等引起的裂纹。
四、渗透检测(PT)
渗透探伤是利用毛细现象来进行探伤的方法。对于表面光滑而清洁的零部件,用一种带色(常为红色)或带有荧光的、渗透性很强的液体,涂覆于待探零部件的表面。
若表面有肉眼不能直接察知的微裂纹,由于该液体的渗透性很强,它将沿着裂纹渗透到其根部。
然后将表面的渗透液洗去,再涂上对比度较大的显示液(常为白色)。放置片刻后,由于裂纹很窄,毛细现象作用显著,原渗透到裂纹内的渗透液将上升到表面并扩散,在白色的衬底上显出较粗的红线,从而显示出裂纹露于表面的形状,因此,常称为着色探伤。
若渗透液采用的是带荧光的液体,由毛细现象上升到表面的液体,则会在紫外灯照射下发出荧光,从而更能显示出裂纹露于表面的形状,故常常又将此时的渗透探伤直接称为荧光探伤。
此探伤方法可用于金属和非金属表面探伤。其使用的探伤液剂有较大气味,常有一定毒性。
五、涡流探伤(ET)
涡流探伤是由交流电流产生的交变磁场作用于待探伤的导电材料,感应出电涡流。如果材料中有缺陷,它将干扰所产生的电涡流,即形成干扰信号。用涡流探伤仪检测出其干扰信号,就可知道缺陷的状况。
涡流探伤的显著特点是对导电材料就能起作用,而不一定是铁磁材料,但对铁磁材料的效果较差。
其次,待探工件表面的光洁度、平整度、边介等对涡流探伤都有较大影响,因此常将涡流探伤用于形状较规则、表面较光洁的铜管等非铁磁性工件探伤。
常用金属无损检测标准:
NB/T47013.2-2015承压设备无损检测第2部分:射线检测
NB/T47013.3-2015承压设备无损检测第3部分:超声检测
NB/T47013.4-2015承压设备无损检测第4部分:磁粉检测
NB/T47013.5-2015承压设备无损检测第5部分:渗透检测
NB/T47013.6-2015承压设备无损检测第6部分:涡流检测
YB/T951-2014钢轨超声波探伤方法
GB/T8361-2001冷拉圆钢表面超声波探伤方法
YB/T4376-2014轨道交通车轮磁粉探伤方法
JG/T203-2007钢结构超声波探伤及质量分级法
讯科小编结语:由于无损检测方法种类的繁多,使得其在金属材料无损探伤领域有着极大的实用意义,在实际的应用环境下,只要我们要根据具体需要选择合适的检测方法,就能够达到事半功倍的效果